



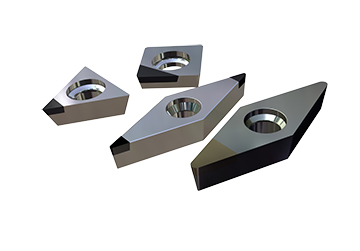





















硬材料加工刀具
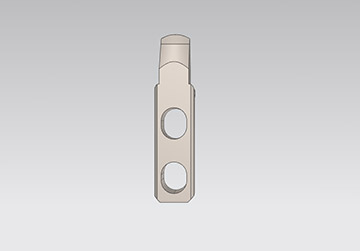
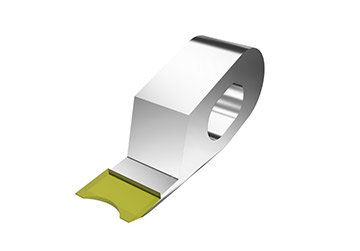
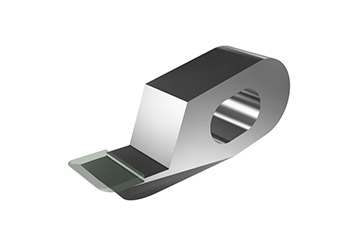
硬材料加工所用的刀具,可使用WXK15和CBN刀片的轮廓精加工铣刀F2139,带螺纹连接的小模块式刀具,热膨胀连接的小模块式刀具等,另外还有用WXK15、WXK35制造的整体硬质合金铣刀和整体硬质合金钻头,用较厚的CBN镀覆的整体硬质合金刀具(区别于镀覆厚度3-6微米的镀CBN,我们且称之为包CBN)。
为了保证在加工硬材料时,因为材料的高强度而导致切削力急剧上升,进而导致刀杆在巨大的切削力作用下产生过度的变形(固然这种变形大部门在切削力消除后能得以恢复),瓦尔特公司对轮廓精加工铣刀F2139,带螺纹连接的小模块式刀具,热膨胀连接的小模块式刀具都推出了整体硬质合金刀杆的结构。
因为钢和硬质合金的弹性模量不同,两者的变形程度相差很大。我们知道,钢和硬质合金的弹性模量分别为:
E钢 = 210,000 N/mm2
E硬质合金 = 600,000 N/mm2
根据公式:
f = F·L3/(3·E·I)
我们可以看到,钢刀杆的变形量为整体硬质合金的3.5倍。
至于用XKW15和包CBN方法制造的整体铣刀,瓦尔特的规格如下:
球头铣刀,直槽2齿,材料WXK15,f3-f10
球头铣刀,直槽2齿,材料包CBN,f6-f10
球头铣刀,斜槽4齿,材料WXK15,f3-f10
曲面铣刀,直槽2齿,材料WXK15,f6-f10
曲面铣刀,直槽2齿,材料包CBN,f6-f10
曲面铣刀,斜槽4齿,材料WXK15,f10

